[VIP第1年] 指数:3
[VIP第1年] 指数:3
特别是电主轴在高速运转时具有过程监.控和力测量传感器。 电主轴的热源分析及其冷却 电主轴有两个主要的内部热源:内置电动机的发热和主轴轴承的发热。如果不加以控制,由此引起的热变形会严重降低机床的加工精度和轴承使用寿命,从而导致电主轴的使用寿命缩短。电主轴由于采用内藏式主轴结构形式,位于主轴单元体中的电机不能采用风扇散热,因此自然散热条件较差。电机在实现能量转换过程中,内部产生功率损耗,从而使电机发热。研究表明,在电机高速运转条件下,有近1/3的电机发热量由电机转子产生,并且转子产生的绝大部分热量都通过转子与定子间的气隙传入定子中;其余2/3的热量产生于电机的定子。所以,对电机产生1发热的主要解决方法是对电机定子采用冷却液的循环流动来实行强制冷却。CNC维修,就选昆山明星亮,用户的信赖之选,欢迎您的来电哦!昆山电主轴维修价格

锁紧动力装置为锁紧伺服电机,锁紧伺服电机的输出轴同轴连接有锁紧轴,刹车带与锁紧轴的侧部固定连接,锁紧伺服电机带动锁紧轴转动,使刹车带绕在锁紧轴上,进而实现了对锁紧盘28的锁紧。电主轴14包括安装筒26、定子线圈27以及转子,安装筒26为竖向设置的圆筒,安装筒26的上下两端均敞口设置,定子线圈27同轴设置在安装筒26中部,且定子线圈27与安装筒26的内壁固定连接,转子同轴安装在安装筒26内,转子的中部设置有与定子线圈27相配合的转子线圈,转子的上端通过轴承与安装筒26的上端转动连接,转子的下端通过轴承与安装筒26的下端转动连接,安装筒26内设置有编码器,编码器设置在安装筒26上部。转子上端和下端均设置有两个轴承。安装筒26的下端同轴设置有端盖29,端盖29的直径大于安装筒26的直径,端盖29的中部设置有通孔,转子的下端穿过通孔并向下伸出,转子下端的两个轴承分别设置在端盖29的上下两侧,从而保证转子与安装筒26和端盖29连接牢固,避免转子发生轴向的移动。转子的下端同轴安装有电主轴刀架30。北村cnc维修机构昆山明星亮为您提供CNC维修,期待为您服务!

一种加工中心的刀库及加工中心,属于加工机床技术领域。背景技术:数控铣床是在一般铣床的基础上发展起来的一种自动加工设备,两者的加工工艺基本相同,结构也有些相似。数控铣床有分为不带刀库和带刀库两大类。其中带刀库的数控铣床又称为加工中心。现有的加工中心的刀库与电机之间会设置变速箱,由于变速箱的存在,主轴在换刀时需要通过刀库机械臂来辅助上刀,这样的结构一方面使设备更加复杂,换刀效率低,并且故障率高,另一方便是使用时间较长时,由于磨损会使变速箱的传递精度降低,影响换刀的准确度。技术实现要素:本发明要解决的技术问题是:克服现有技术的不足,提供一种刀库伺服电机与刀库安装盘直接连接,传动精度高,可供主轴直接抓取刀具的加工中心的刀库及加工中心。本发明解决其技术问题所采用的技术方案是:该加工中心的刀库,其特征在于:包括安装架、刀库安装盘以及刀库伺服电机,刀库安装盘转动安装在安装架上侧,刀库安装盘水平设置,刀库伺服电机安装在刀库安装盘下侧的安装架上,刀库伺服电机的输出轴与刀库安装盘同轴连接,环绕刀库安装盘的侧部间隔均布有多个用于安装刀具的刀库刀架。推荐的,
y轴升降机构包括y轴伺服电机12和y轴丝杠13,y轴丝杠13竖向设置在x轴平移台6和y轴升降台7之间,y轴丝杠13竖向设置在x轴平移台6的中部,y轴丝杠13的两端转动安装在x轴平移台6的上,y轴伺服电机12设置在x轴平移台6的上侧,y轴伺服电机12的输出轴朝下竖向设置,y轴伺服电机12的输出轴与y轴丝杠同轴连接并带动其转动,进而实现了y轴升降台7的升降。电主轴14竖向设置在y轴升降台7的前侧,并随y轴升降台7同步升降。如图8所示:夹具包括夹具底座18、夹爪19以及夹爪丝杠20,夹具底座18为圆盘状,夹具底座18的下侧设置有与活动工作台或固定工作台2固定的螺纹孔,夹爪19有对称设置在夹具底座18两侧的两个,夹爪19滑动安装在夹具底座18对应的一侧,夹爪丝杠20水平设置,夹爪丝杠20的中部转动安装在夹具底座18上侧,夹爪丝杠20的两端设置有旋向不同的螺纹,每个夹爪19的下部均设置有与夹爪丝杠20对应的一端相啮合的螺纹孔,夹爪丝杠20连接有带动其转动的夹紧电机,夹紧电机为伺服电机或步进电机。CNC维修,就选昆山明星亮,欢迎客户来电!

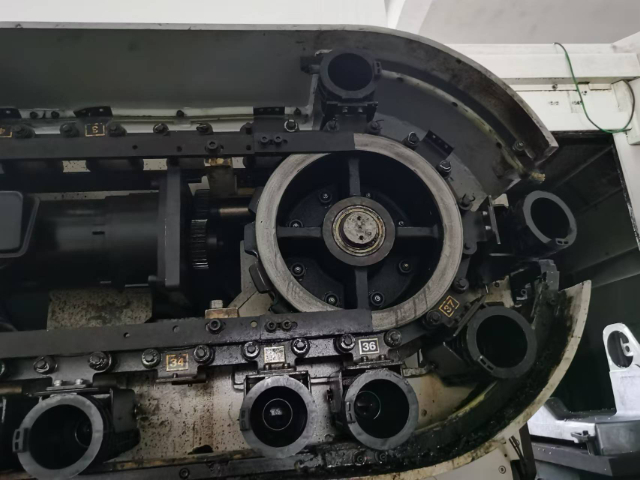
不错广州数控系统218M加工中心刀库维修218M加工中心,刀库不能正常换刀。刀库圆盘式。到现场看了下刀库的情况,刀库的刀位号已经错乱,以防撞刀,把主轴上面的刀拿下来试验下换刀的情况。检查刀库得先了解刀库的工作原理。普通圆盘式刀库的工作原理如下主轴定位→定位信号完成→Z轴回零***参考点→Z轴到第2参考点→刀库前进→刀库前进到位信号完成→主轴松刀→主轴松刀信号到位→Z轴回第1参考点→刀库退回→退回到位信号完成→刀盘转到指定刀位号→刀库前进→刀库前进到位信号完成→Z轴回第2参考点→主轴抓刀→主轴抓刀到位信号完成→刀库退回→刀库退回到位信号完成→换刀结束。自己试验换刀,刀库前进后就报警,系统报**为刀库前进到位信号未检测到,根据原理,就可以找下刀库前进到位信号开关的问题,开关给一些铁丝的干预下接触不良,清理后再次换刀,就正常,而有时候还是刀库前进到位信号检测不到。根据检查,发现刀库前进不是完全到尽头,用外力顶一下才可以到位,刀库到位信号才能正常。这样的情况可能是机械卡着,可能是气压不足。检查机床的气压表,发现气压值有3公斤,根据机床出厂要求需要达到6公斤,把气压调整后换刀正常。CNC维修,就选昆山明星亮,用户的信赖之选,欢迎新老客户来电!车床主轴电机维修
昆山明星亮是一家专业提供CNC维修的公司,有需求可以来电咨询!昆山电主轴维修价格
明星亮电主轴维修中心分享如何正确的修理电主轴掌握好电主轴的修理技术是操作人员需要主动学习的一项重要技能,这样能够更快的帮助大家解决问题。那么,...提高电主轴使用寿命的有效方法电主轴是加工中心机器的重要零部件之一,维护好电主轴的稳定良好运行是保证机器能为您创造价值的前提,...电主轴操作规范保养常识及使用注意事项电主轴是一种高速高刚度的精密部件,必须严格按照主轴的操作规范来使用主轴,否则会增加设备故障,缩短设备...电主轴的维修方法及注意事项一、拆卸前后端盖、前后螺母二、从轴的前端向后用力推出主轴及后轴承座,直线轴承等附件三、研配...**夹紧后不能松开故障分析及解决办法上海缘冯机电是上海的电主轴维修中心,专注进口**电主轴维修,为您分享**夹紧后不能松开故障分析及...电主轴异响严重,转数高时有噪声,温升比较高的故障分析及解决办法昆山明星亮机械有限公司是苏州进口**电主轴维修中心,专注进口电主轴维修。昆山电主轴维修价格
文章来源地址: http://swfw.ehsy.com-m.chanpin818.com/wxjazfw/jsbwxaz/deta_27645559.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。